




সূক্ষ্ম পালিশ করা ভাল মানের লেদ কার্বাইড VCMT 160404 কার্বাইড টার্নিং ইনসার্ট
পণ্য বর্ণনা
| পণ্যের নাম | সূক্ষ্ম পালিশ করা ভাল মানের লেদ কার্বাইড vcmt160404 কার্বাইড টার্নিং ইনসার্ট |
| ব্র্যান্ড | GW/নাম ছাড়া |
| মডেল | LOGU030310ER-GH |
| আবরণ | পিভিডি/সিভিডি |
| উপাদান | 100% ভার্জিন |
| শ্রেণী | MC115/MC118/MC118X/MC335/MC335X |
| ওয়ার্কপিস | ইস্পাত/স্টেইনলেস স্টীল/অ্যালয় স্টিল/কাস্ট আয়রন |
| এইচআরএ | এইচআরএ 89-93 |
| MOQ | 1 |
| মাত্রা | |||||
| এল | ডি | এস | d1 | আর | |
| VCMT110304 | 11.2 | ৬.৩৫ | 3.18 | 2.8 | 0.4 |
| VCMT110308 | 11.2 | ৬.৩৫ | 3.18 | 2.8 | 0.8 |
| ভিসিএমটি 160404 | 16.6 | 9.525 | 4.76 | 4.4 | 0.4 |
| ভিসিএমটি 160408 | 16.6 | 9.525 | 4.76 | 4.4 | 0.8 |
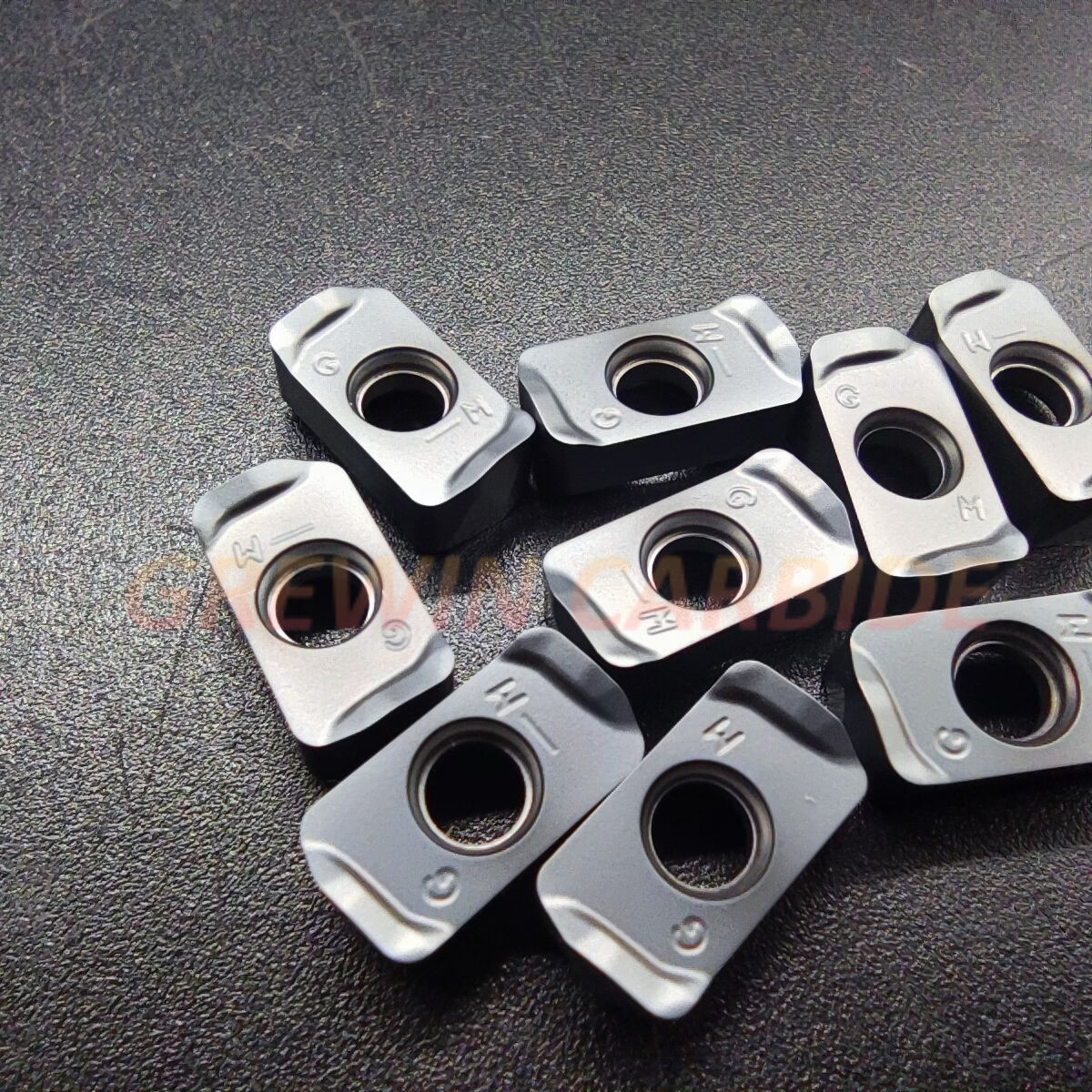
পণ্য প্রদর্শনী
![]()
![]()
![]()
পণ্য সম্পর্কিত
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1. ওয়ার্মলাইটিপস
01. সঠিকভাবে কাটিয়া গতি এবং ফিড হার হ্রাস মিলিং কাটার ট্রায়াল জীবন দীর্ঘায়িত করতে পারেন.
02. কাজ করার সময়, কাটিয়া প্রান্ত রক্ষা করার জন্য কাটিং তরল যোগ করা প্রয়োজন, যা কাটিয়াটিকে মসৃণ করে তোলে।
03. যখন ওয়ার্ক-পিসের পৃষ্ঠে একটি অক্সাইড ফিল্ম বা অন্যান্য শক্ত স্তর অবশিষ্ট থাকে, তখন এটি বিপরীত মিলিং দ্বারা অপসারণ করা যেতে পারে।
2. ব্যবহারের জন্য নির্দেশাবলী
শেষ মিল নির্বাচন এবং অপারেটিং নির্দেশাবলী সম্পর্কে ক্রেতাদের কি জানতে হবে
01. টুল ব্যবহার করার আগে, অনুগ্রহ করে টুলের বিচ্যুতি পরিমাপ করুন।টুল ডিফ্লেকশন নির্ভুলতা 0.01 মিমি অতিক্রম করলে, কাটার আগে এটি সংশোধন করুন।
02. চক থেকে এন্ড মিলের দৈর্ঘ্য যত কম হবে, ততই ভালো। যদি শেষ মিলটি দীর্ঘ সময়ের জন্য আটকে থাকে, তাহলে ঘূর্ণন গতি, ফিড রেট বা কাটার পরিমাণ কমাতে হবে।
03. কাটার সময়, অস্বাভাবিক কম্পন বা শব্দ দেখা দিলে, পরিস্থিতির উন্নতি না হওয়া পর্যন্ত কাটিং গতি এবং কাটিং ফিড রেট কমিয়ে দিন।
04. ইস্পাত কুলিং পছন্দনীয়ভাবে স্প্রে এবং এয়ার জেট, যা কার্যকরভাবে মিলিং কাটার ব্যবহারের প্রভাবকে উন্নত করতে পারে।












